杭州恒发科技有限公司于2015年3月12日与20日先后两次对达利(中国) 的反渗透1#系统出现电导率偏高(达到900µs/ml以上)进行了的诊断并带去两只备用膜进行更换验证,同时对系统进行了全分析。
1、现状分析:
A:目前1#反渗透系统电导率过高,产水量偏低,
B:总共二段5只膜壳,比较下面两只膜壳出水颜色较深,
C:系统设计不是很合理,按一段二段比例为40:36只膜壳,明显按设计回收率75%二段膜数偏少,虽然有循环泵提高回收率,但是二段膜的运行明显存在不足
2、问题产生的原因
根据上述的现象,明显存在膜破损或者泄露的可能,我们判断有以下原因会导致:
A密封圈,端板,中心管等连接处破损泄露。
B:膜损坏,由于系统在低压冲洗过程中没有自动不合格产品排放阀打开,只有手动门,但是平时没有打开,因此存在瞬间背压的可能,而且一般瞬间背压都在比较接近浓水排放口,既是二段每只膜壳的比较后一只膜壳。
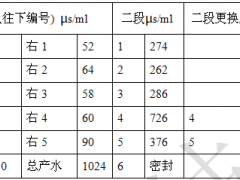
针对上述两个原因,我们用备用膜进行更换第三四两只膜壳比较后一只进行验证,并测到电导率如下:

由上面数据分析得出结论
A:电导率表计有问题,所有产生没有较低,但是电导率表显示1024,肯定表计需要矫正。
B:由二段4号,5号膜壳验证更换后明显电导率降低,而且产水的颜色从更换前的淡紫红色变为无色,表示这两只膜已经破损,证明背压问题确实存在。
C:一段电导率整体正常还能继续使用,二段膜从电导率来看已经整体衰减非常厉害。
3、解决方案以及预防措施
针对以上现象以及验证我们给出建议:
A:建议二段膜整体更换,一段膜不动。
B:由于背压是膜破损的根本问题,因此必须纠正运行时存在的问题,既低压冲洗时,产排门一定要打开,以避免瞬间背压造成对膜的不可恢复性损伤。
C:更换或者矫正电导率表。
D:系统开启时增加开始的低压冲洗时间,然后再开启高压泵,保证系统减少气锤带来的冲击破损。